テクニカルインフォメーション
研削加工の見える化
日本工作機械工業会は3月 26 日に「第 56 回産官学技術懇親会・特別講演会」を開催した。今回のテーマは「加工空間の熱流体工学的考察に基づく研削加工の高度化」で、群馬大学を中心とした4人の講師による研究発表だった。講演会は機械振興会館会議室とCisco Webexを使用したWEB方式のハイブリット開催方式で行われた。講演テーマと講師陣は以下の通り。
講演①「加工空間の熱流体工学的考察に基づく研削加工の高度化 概要」
群馬大学 理工学府 教授 林 偉民
講演②「研削熱伝達の実験」
群馬大学 理工学府 准教授 川島 久宜
講演③「円盤(砥石)周りの流れの可視化の試み」
群馬大学 理工学府 教授 天谷 賢児
講演④「研削砥石回りの流体のシミュレーション」
和洋女子大学 全学教育センター 准教授 桑名 杏奈
総合司会(コーディネータ)は職業能力開発総合大学 校長 新野 秀憲
の顔ぶれだった。
これは公益財団法人・工作機械技術振興財団の助成を受けたプロジュクトのひとつで、2020 年7月1日から 2023 年6月 30 日までの研究期間で、群馬大学、岩手大学、共立女子大学、お茶の水女子大学他での研究機関で行われた研究成果の発表会だった。切削工具を使った切削加工は、工具の形状や硬さが「見える化」しやすくデジタル化の研究が進んでいるが、砥粒・気泡・接着剤の3要素で構成される砥石を使う研削加工は、アナログ的要素が多く、これまで“見える化”は困難と思われてきた。
しかし昨年春に幕張メッセで開催された「グラインディング テクノロジー ジャパン2023」の会場で、総合砥粒加工機メーカーの岡本工作機械製作所の石井常路社長が「研削加工は砥石という自らも崩壊しながら加工する工具で、研削油をかけながらの研削加工は目で確認することができないので、加工が終わったあとに目で研削面を見て推測するしかできなかった。しかし科学と技術が進化した現代は、これを視覚化・デジタル化してユーザーに示すことができるのではないか」と語っていたが、今回の研究発表は、その第一歩のように思えた(「ことラボSTI」2023 年3月 22 日 「Grinding Technology Japan 2023が開催された」)。
この特別講演会は、デジタル化・見える化は難しいと思われていた研削加工に、石井社長が予言したように「視覚化・デジタル化」への取り組みが始まったことを実感できて有意義だと強く感じた。工学の難しいテーマだが、なるべく平易に紹介していく。

職業能力開発総合大学 校長 新野 秀憲
開講にあたり総合コーディネータの職業能力開発総合大学の新野秀憲校長は、学生の理工学離れに重大な危機感を示し、今年の新入学生に占める理工学系の学生の締める比率の低下に触れ警鐘をならした。
具体的には、日本の学会の現状と悪循環として、
国内学会の会員減を分析すると、①若手技術者・研究者の学会登録者減、②企業会員の激減、③学会の収益悪化 となり、
論文投稿:研究業績評価により国内学会志向だが、海外で引用される「高インパクトファクターのジャーナル(高IFジャーナル)を目指すべきで、学会登録のメリットを感じられない、との思いが強くなる。さらに、学術講演会参加費の上昇や情報交流、技術啓発の機能を果たせなくなっている、と悪循環が続く。
求められる生産加工・工作機械分野の研究者・技術者層の拡大を図る方策を建てなければならないが、学会の現状を勘案すると、大きな期待はできない。工業会・財団による情報交流サロン、情報発信、新技術の啓発などの企画の重要性が更に一層高まっている。今回の特別講演会も、そのようなものとして位置付けている。
講演(1)「加工空間の熱流体工学的考察に基づく研削加工の高度化」
群馬大学 理工学府 教授 林 偉民

群馬大学 理工学府 教授 林 偉民
林教授は、今回の研究のリーダー的存在で、オリエンテーション的に研究の全体像を説明した。
まず群馬大学の紹介。学部・大学院の紹介、キャンパスの紹介についで理工学部の紹介についで今回の研究体制を明らかにした。
※関東地方で暮らしていると、群馬県が位置する“北関東”は、日本国内でも工業集積地のひとつだと感じるのだが、日本では伝統的に京浜、阪神、中京、北九州が「四大工業地帯」と定義されていて、北関東は影が薄い。それを見直す動きは見られないので北関東工業地域は、京浜工業地帯の予備的位置付けのような印象だ。しかし、群馬県に富岡製糸場が作られたように、近代産業の息吹が押し寄せたのは歴史的事実だし、そこが選ばれたのは近隣の養蚕事業の広がりがあったからだ。その後、中島飛行機という戦前の日本の工業力を代表する企業の主力工場が立地しており、近代機械産業のすそ野が広がっていった。群馬大学が、同地域の産業の科学的なバックボーンとなっていることが、今回の研究発表に繋がっている、と感じた。
《閑話休題》
研究体制
今回の研究体制の全容は以下の様である。このうちの*の4名が、今回の講師として登壇した。
1.砥石回りの流れの可視化(群馬大学)
天谷 賢児 群馬大学・理工学部・教授*
矢野 絢子 群馬大学・理工学部・助教
2.砥石回りの流れのシミュレーション(群馬大学・お茶の水女子大学)
桑名 杏奈 群馬大学・理工学部・助教(和洋女子大学・准教授)*
河村 哲也 お茶の水女子大学・名誉教授
3.研削加工における研削熱の検討(群馬大学)
林 偉民 群馬大学・理工学部・教授*
川島 久宜 群馬大学・理工学部・准教授*
岩崎 篤 群馬大学・理工学部・准教授
今井 健太郎 群馬大学・理工学部・助教
4.ハイレシプロ研削における研削熱の検討(岩手大学)
吉原 信人 岩手大学・理工学部・教授
以上
砥石回りの流れの可視化実験
今回の実験のために開発された主要な実感装置の概念図は下記の通り。
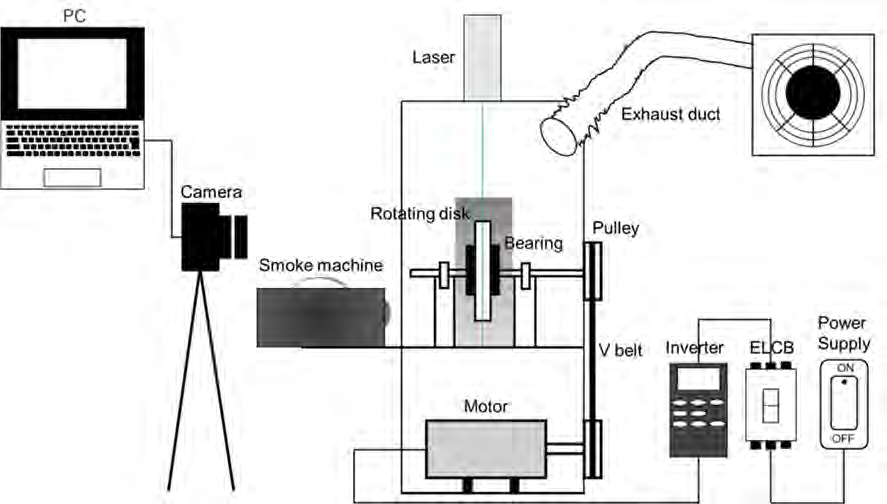
図1 装置概略図
中央の長方形の枠の中の上段に研削装置があり、その砥石を下段に置かれたモータの回転運動を、V字ベルトを通して砥石に伝える。装置の左からスモークをいれて砥石の回転による雰囲気の様子を横から高速度カメラで画像に納める。レーザーやカメラは固定ではなく、目的に合わせて位置を決める。
撮影画像をPIV(Particle Image Velocimetry)=粒子画像流速測定法で測定した結果が発表された。これは流れ場における多点の瞬時速度を非接触で測る流体計測法で、高速で回転する砥石の周囲で起きる空気の流れを可視化して、熱伝達について考察する材料を提供した。
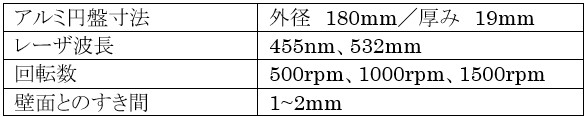
実験条件
解析条件

座標軸の設定
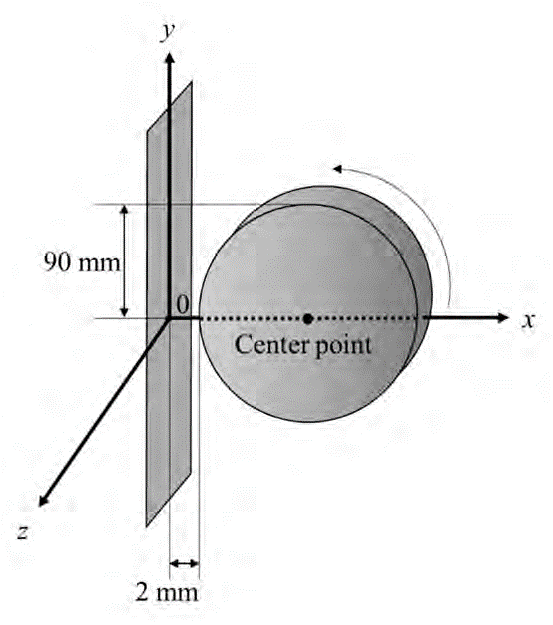
図2 座標軸設定
講演②「研削熱伝達の実験」
群馬大学 理工学府 准教授 川島 久宜

群馬大学 理工学府 准教授 川島 久宜
川島准教授の研究には先行した研究成果がある。東京工業大学の伊東 誼・名誉教授の「研削加工の基礎と砥石車の特徴的な様相」(令和元年5月1日)で、その中に回転する砥石車の周囲には「内部流」(中心から外部への流れ)、「つれ回り流」(速度境界層に対応した流れ)、「浸透流」(側面から)、「吹き出し流」(内部流などからの半径方向へ)、「衝突噴流」(熱伝達率向上に関与か?)、「前方流」と「剥離流」(砥石車の前後に発生)などが観察されることからスタートする。
対象とする研削加工の被削材は、ジェットエンジンのターボファン・エンジンに使われるNi基超耐熱合金などの難削材。加工法は、航空機のタービン翼部品で使われる加工法。難削材では、研削温度が高温になりやすい。
そこで、研削加工による熱の発生を解析した。熱の流入割合の先行研究は、発生した熱のうち、75 ~ 80 %程度が工作物に流れる。研削焼けなどを引き起こし悪影響を与えるため、工作物の温度測定を行った。方法としては熱伝導率が高く、低コストの銅を使った。主軸回転数などの各研削条件と研削熱との関係を明らかにした。
被削材の銅をSS400 にねじ止めし電磁チャックで研削盤に固定した。被削材の上面を研削加工するが、上面から5mm間隔で4カ所の温度を測定した。
実験結果を、フーリエ解析により周波数特性を調べ、測定した温度から熱流束を算出した。
【結論】
(1)送り速度を変化させたとき、研削モデルを想定し計算を行うことで実験結果と同様な傾向が得られた。放熱が熱輸送に大きく影響する。
(2)自然滞留での放熱の計算を行ったが砥石周りの風の影響も考慮するために強制対流での放熱の計算も行う必要がある。
講演③「円盤(砥石)周りの流れの可視化の試み」
群馬大学 理工学府 教授 天谷 賢児

群馬大学 理工学府 教授 天谷 賢児
緒論として、研削加工技術の高精度化のために、製造工程におけるさらなる加工精度の向上が求められている。加工精度は熱の影響を大きく受けるため、研削加工中の砥石周りの流体の流れの状態を詳しく調べる必要がある、としている。
研究の目的として、砥石を模擬した回転円盤周りの流れの構造を3次元的に把握する、としている。
レーザーシート光による可視化方法
実験装置の上部に“Laser”とあるが、円盤状の砥石に向けてレーザーシート光を当てて、回転する砥石回りの空気の動きをハイスピードカメラで撮影して、空気の流れを分析する。カメラの位置とレーザー光発進装置は、いずれも固定ではなく、レーザー光は研削砥石の上方(Y軸)、横(Z軸)から移動させながら、カメラは横(Z軸)、上方(Y軸)、側面(X軸)から撮影してきた。
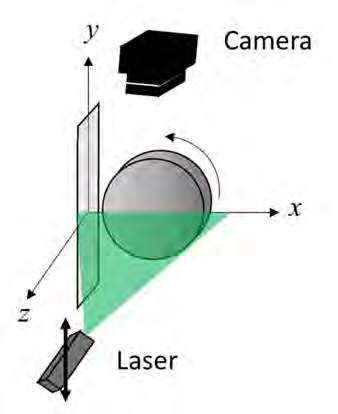
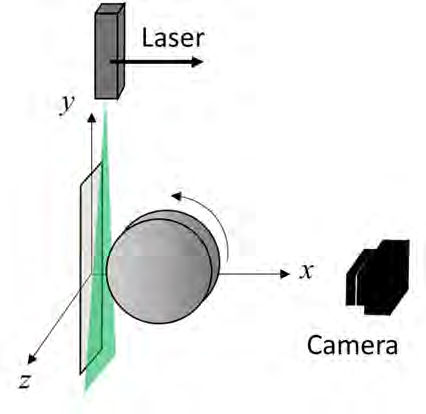
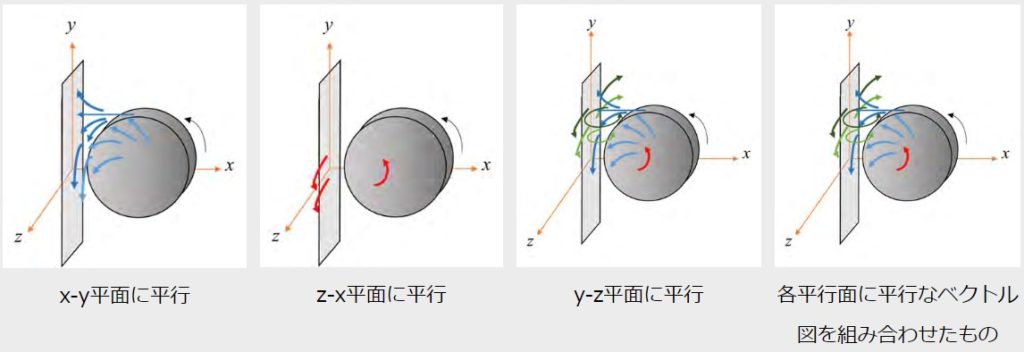
本実験では上図のようにレーザーシート光の照射方向を定め,それに伴って高速度カメラを設置した。これにより回転する円板周りの流れの断面の様子を観察した。レーザーシート光は波長が 532 nm の DPSS レーザーを、シート光用のプリズムによって広げて照射した。例えば x-y 面に平行にレーザーシート光を入れ,z 方向から撮影を行うことで x-y 断面に平行な断面内の流れの様子を観察した。このとき,レーザーシート光の照射位置を z 方向に移動することで様々な位置での流れの様子を把握した。この時の z 方向のレーザーシート光の照射位置は表1に示した。

これにより被研削面の壁に沿った流れが観察できる。特に壁面の近傍の流れの様子を可視化した。また,照射位置を x 方向に移動させながら,様々な断面の流れの様子を観察した。 図3では z-x 面に平行にレーザーシート光を照射し、z-x 面に平行な流れを観察した。照射位置を表1に示すように複数の位置に設置し、流れの断面の観察を行った。
今回,円板 の回転数およびレーザーシート光の位置を表1に示す。この時,壁面から円板端部までの距離は2mm とし,このパラメータは常に固定し実験を行った。
具体的な流れの観察方法としては,カメラやレーザーの位置調整を行ったあと,円板を回転させ、最初の1分は助走運転を行い,徐々に回転数を安定させる。回転が安定したら部屋を暗くし,スモークマシンから煙を供給する。今回はスモークマシンのスイッチを利用し、手動で煙を供給した。また、煙の噴射が回転円板周りの流れに影響しないように,回転する円板から少し離れた位置で煙の噴射を行った。これによって煙の噴射の速度の影響が小さ くなり、煙の濃淡がある程度ある状態で円板の周りの流れの様子が観察できるように工夫した。
撮影時の高速カメラの設定はフレームレートを 1000 fps に、フレームサイズを 320 × 240 ピクセルに固定して実験を行った。撮影方法としては煙の噴射とほぼ同タイミングで撮影を開始し,中間トリガーモードで撮影することで、トリガー信号が入力される前後のコマの撮影画像を得るようにした。
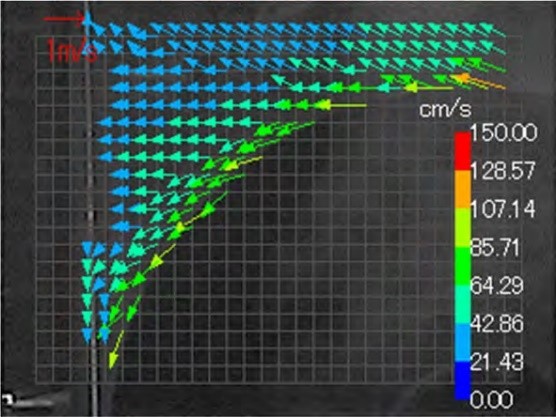
N=500mm, z=0mmのときの x-y 面のベクトル図
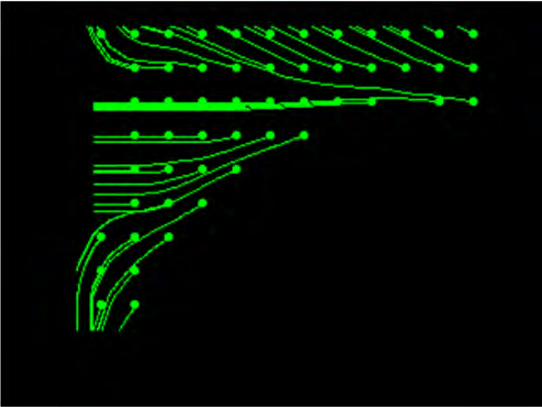
回転円盤周りの流れの構造
【結論】
●x-y 平面、 y-z 平面、z-x 平面の2次元断面内の速度ベクトルをPIV計測し、研削砥石を模擬した回転円盤周りの流れの構造を把握した。
●円盤の回転によって生じた流れが研削面に衝突することや研削面と円盤の間に吸い込まれる流れがあること、回転円盤と衝突面の近くに渦構造が見られることが確認された。
講演④「研削砥石回りの流体のシミュレーション
和洋女子大学 全学教育センター 准教授 桑名 杏奈

和洋女子大学 全学教育センター 准教授 桑名 杏奈
(1)解析手法
基礎方程式、数値解法
基礎方程式
・非圧縮式ナビエストーク方程式(非定常、粘性流体)
・連続の式
数値解法
・有限差分法
・非線形項:3次精度上流差分(k-k スキーム)
それ以外の空間微分:中心差分
・時間発展:フラクショナル・ステップ法
解析ツール
・自作プログラム(Fortran)
・可視化ソフト(計算流体力学研究所Clef3D)
(2-1)回転円盤
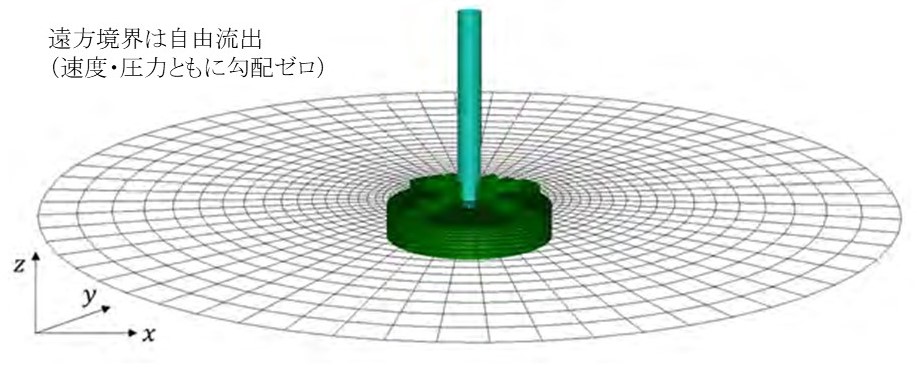
計算領域(格子、境界条件)
静止流体中の回転円盤(凹凸のない固体、すべりなし)
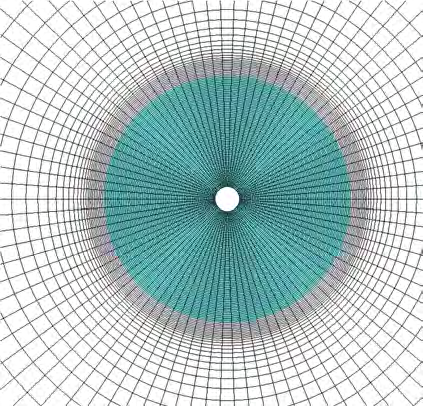
格子数:約 38 万(92 × 100 × 41)
(2-1)回転円盤
可視化1(定常状態になった後の静止画速度ベクトル)
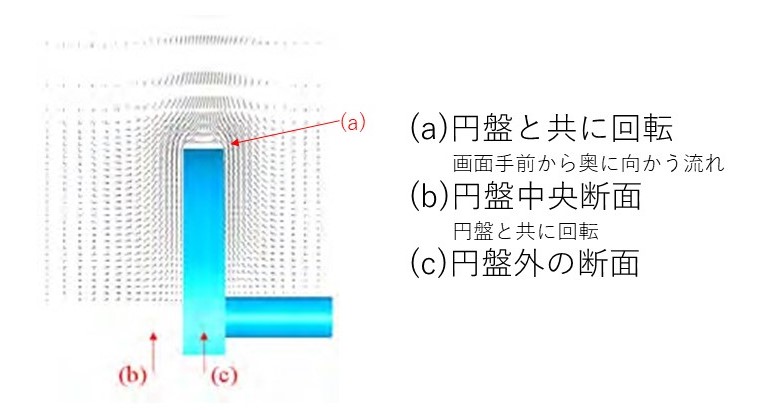
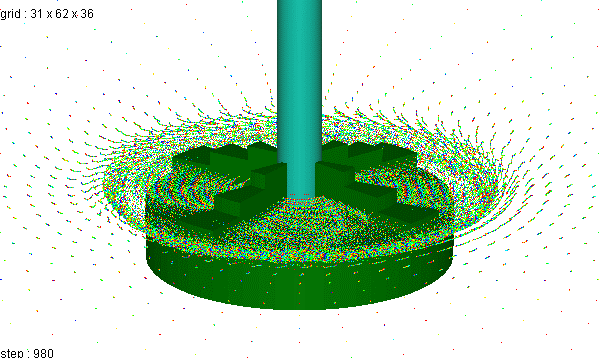
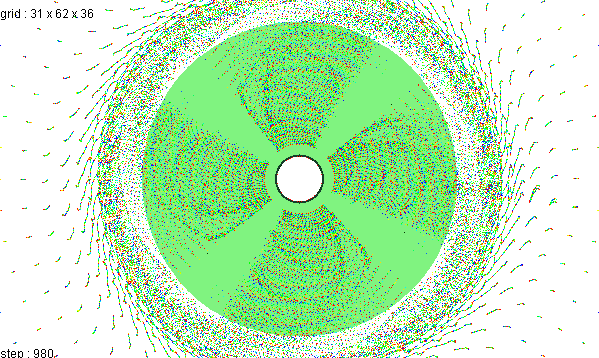
(2-2)爪チャック付き回転円盤
計算領域(格子、境界条件)
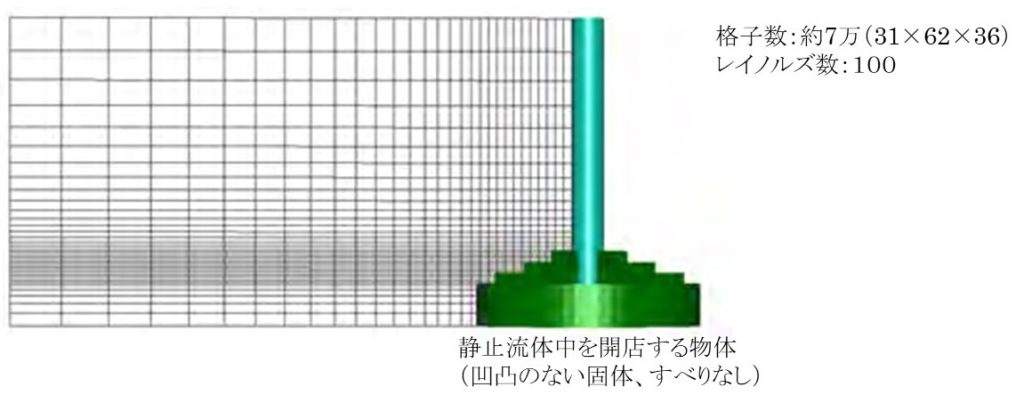
(2-2)爪チャック付き回転円盤
可視化
大きさ・重さのない仮想粒子を上図の格子点上に配置
円盤の外側に向かう流れが観察された
定量評価はできていない
【まとめ】
回転円盤周りの流れ場の計算
・円盤の外側に向かう流れが見られた
・円盤周囲での速度分布を明らかにした
爪チャック付き回転円盤周りの流れ場の計算
・円盤の外側に向かう流れが見られた
被研材の検討
・格子作成とテスト計算を行った
長年の取材活動では、いくつかの個人的テーマがいつのまにか決まってきた。研削盤はその中のひとつで、砥粒と気泡と接着剤というアナログ的な3要素で構成される砥石という“見える化”しがたい工具がネックとなっているために、経験や勘という“暗黙知”の塊であることがその理由だと思う。
講演会の内容は、専門的で難解だったが、暗黙知の扉が開き始めてきたことが伝われば幸いだ。

講演会のあと、機械振興会館内で懇親会が開かれた